企业名称:东莞市常晟科技有限公司
联系人:杨先生
电话:0769-88329796
手机:13686214207
地址:广东省东莞市道滘镇虹南路3号之三
网址: www.dgcskj.cn
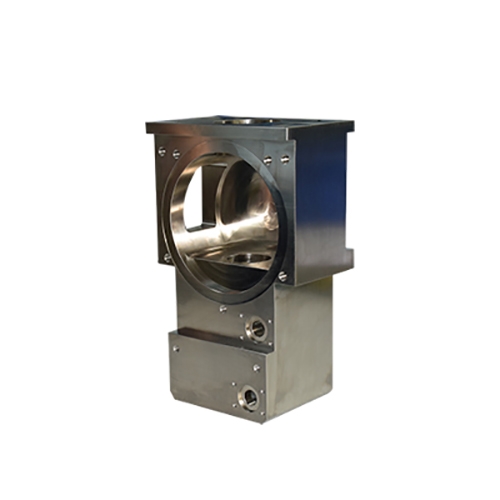
不锈钢零件加工过程中由于其材料特性和工艺要求,存在诸多加工难点,主要体现在刀具磨损、切削力与切削温度、加工变形、断屑排屑等方面,以下是具体分析:
1、刀具磨损快
(1)硬度与韧性高:不锈钢材料具有较高的硬度和韧性,在切削过程中,刀具与工件之间的摩擦剧烈,刀具承受的压力和摩擦力较大,导致刀具磨损迅速。例如,在加工硬度较高的 304 不锈钢时,普通的高速钢刀具可能在短时间内就会出现明显的磨损。
(2)加工硬化严重:不锈钢在加工过程中极易产生加工硬化现象,切削区域的材料硬度会显著提高,进一步加剧刀具的磨损,降低刀具的使用寿命。
2、切削力和切削温度高
(1)强度高:不锈钢的强度较高,切削时需要较大的切削力才能使材料发生塑性变形和分离,这不仅增加了机床的负荷,还可能导致刀具产生振动,影响加工精度和表面质量。
(2)导热性差:不锈钢的导热系数较低,切削过程中产生的热量难以通过工件和切屑迅速散发出去,大量的热量集中在切削区域,使切削温度升高。高温会使刀具材料的硬度降低,加速刀具磨损,同时还可能引起工件材料的热变形,影响加工精度。
3、加工变形大
(1)热变形:由于不锈钢导热性差,在加工过程中产生的热量容易使工件局部温度升高,产生热膨胀。而在冷却过程中,又会因为温度不均匀而产生收缩,从而导致工件发生变形。特别是对于薄壁类、细长轴类等结构的不锈钢零件,热变形问题更为突出。
(2)内应力释放:不锈钢零件在加工前可能已经存在内应力,加工过程中材料的去除会打破原有的应力平衡,内应力重新分布并释放,导致工件变形。
4、断屑和排屑困难
(1)韧性好:不锈钢材料的韧性较好,切削时产生的切屑不易折断,容易形成连绵不断的带状切屑。这些带状切屑会缠绕在刀具和工件上,影响切削过程的顺利进行,甚至可能损坏刀具和已加工表面。
(2)切屑形状复杂:在一些复杂形状的加工中,如铣削、钻削等,切屑的形状和流动方向不规则,排屑空间有限,增加了排屑的难度。
联系方式: 13686214207 | 公司邮箱: yangdaixin@dgcskj.com.cn |
公司电话: 0769-8832 9796 | 公司地址: 东省东莞市道滘镇虹南路华智科创园A4栋 |
网址 : www.dgcskj.cn

 在线咨询
在线咨询